
020-36826195
産品中心
Product center聯系信息
Contact information
聯系人:
楊先生:+(86)18688881253
蔡先生:+(86)18665728858
電話(huà):020-36826195
地址:廣州市花(huā)都區(qū)新華街廣塘村18隊
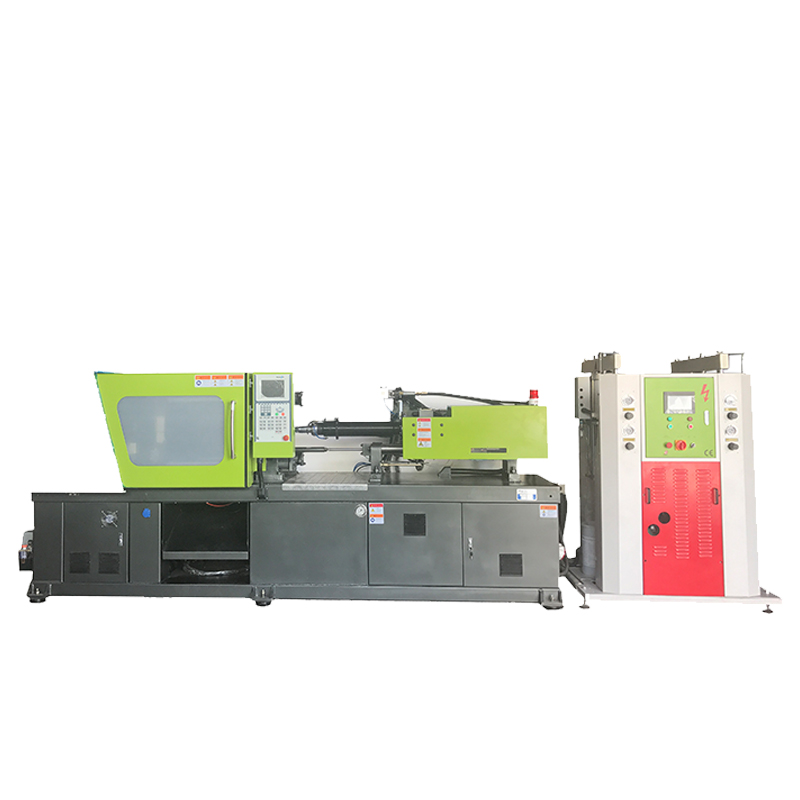




液态矽膠注射成型機的設計(jì)原理(lǐ)與打點滴用(yòng)的注射針差不多,它是依靠螺杆(或柱塞)的推力,将已塑化好(hǎo)的熔融情況(即粘流态)的塑料注射入合閉好(hǎo)的模腔内,經幹固成型後獲得制品的工(gōng)藝步驟。
液态矽膠注射成型是一個循環的步驟,每一期限主要包括:定量加料—熔融塑化—施加壓力注射—充模冷卻—啓模取件。取下(xià)塑件後又再閉模,做好(hǎo)下(xià)個循環。
液态矽膠注射成型機使用(yòng)項目:注塑機操作(zuò)項目包含控制鍵盤操作(zuò)、電器控制系統使用(yòng)和(hé)液壓系統使用(yòng)三個方面。各自(zì)做好(hǎo)注射過程動作(zuò)、加料動作(zuò)、注射壓力、注射速度、頂出形式的挑選,料筒每段溫度的監控,注射壓力和(hé)背壓壓力的調整等。
通常螺杆式注塑機的成型工(gōng)藝步驟是:
1、*先将粒狀或粉狀塑料添加機筒内,并根據螺杆的旋轉和(hé)機筒外(wài)壁加熱使塑料變成熔融情況。
2、随後機器做好(hǎo)合模和(hé)注射座前移,使噴嘴貼緊模具的澆口道(dào)。
3、然後向注射缸通人壓力油,使螺杆往前推動,進而以很(hěn)高(gāo)的壓力和(hé)較快(kuài)的速度将熔料引入溫度較低(dī)的合閉模具内,曆經一定時(shí)長和(hé)壓力保持(稱爲保壓)、冷卻,使其固化成型,便可開(kāi)模取下(xià)制品(保壓的意義是避免模腔中熔料的反流、向模腔内補充物料,及其确保制品具備一定的密度和(hé)尺寸公差)。
注射成型的主要标準是塑化、注射和(hé)成型。塑化是實現(xiàn)和(hé)保證成型制品品質的先決條件,而爲滿足成型的要求,注射務必确保有足夠的壓力和(hé)速度。同時(shí),因爲注射壓力很(hěn)高(gāo),相對(duì)地在模腔中産生很(hěn)高(gāo)的壓力(模腔内的均值壓力通常在20~45MPa之間),因此務必有足夠大(dà)的合模力。歸根結底,注射裝置和(hé)合模裝置是注塑機的核心部件。
